PBF can produce high-quality, high-strength, and high-density parts with fine details and complex geometries. Binder Jetting is usually cost effective because its both low energy and uses affordable materials. Among the many, many methods of manufacturing metal, Binder jetting is one of the fastest and most accurate forms. However, BJ also can create parts that have lower density, lower stiffness, and lower resistance to fatigue and corrosion than PBF. When expanded it provides a list of search options that will switch the search inputs to match the current selection. The engineering and design world is starting to learn that additive manufacturing can answer their prayers for merging speed and precision in a single project.  significantly more parts and reduces the bottlenecks common in high-energy PBF. The typical powdered materials used in binder jetting are: Each layer is progressively deposited and fused so that, by the end of the layering process, a full part is contained within the powder bed. This cookie is set by GDPR Cookie Consent plugin. This can be accounted for in the dimensions of the 3D model, but there is often non-uniform shrinkage leading to post-printing inaccuracies. How to Use 3D Print Infill Settings Increase Strength, Save Filament, How to Fix 3D Printing Under Extrusion (& What Causes It), How to Use 3D Printer Cleaning Filament (Full Guide), 44 Common 3D Print Problems Troubleshooting Issues 2023, 12 Best Free 3D Modeling Software (For Beginners) 2023, The Best Cheap 3D Printers in 2023 (Every Type & Use), 6 Best 3D Printers for Miniatures (and Terrain) in 2023, Top 20 Best 3D Printers in 2023 (For Every Price), Best CAD Software for 3D Printing 2023 CAD Programs. Note there are many technical specifications, but the below information should help eliminate unsuitable models from your list of options.
significantly more parts and reduces the bottlenecks common in high-energy PBF. The typical powdered materials used in binder jetting are: Each layer is progressively deposited and fused so that, by the end of the layering process, a full part is contained within the powder bed. This cookie is set by GDPR Cookie Consent plugin. This can be accounted for in the dimensions of the 3D model, but there is often non-uniform shrinkage leading to post-printing inaccuracies. How to Use 3D Print Infill Settings Increase Strength, Save Filament, How to Fix 3D Printing Under Extrusion (& What Causes It), How to Use 3D Printer Cleaning Filament (Full Guide), 44 Common 3D Print Problems Troubleshooting Issues 2023, 12 Best Free 3D Modeling Software (For Beginners) 2023, The Best Cheap 3D Printers in 2023 (Every Type & Use), 6 Best 3D Printers for Miniatures (and Terrain) in 2023, Top 20 Best 3D Printers in 2023 (For Every Price), Best CAD Software for 3D Printing 2023 CAD Programs. Note there are many technical specifications, but the below information should help eliminate unsuitable models from your list of options.
A key benefit of using Binder Jetting is the full color 3D printer advantage, a rarity in 3D printing. The file must then be converted into an .STL file (or another acceptable file type), which can be sliced into layers using a so-called slicing software. BJ can create parts that have lower weight, higher flexibility, and higher design freedom than PBF, as it can incorporate different materials and gradients into the part. This sliced 3D model is uploaded to the 3D printer and oriented in the build space to minimize support structures and maximize build volume (if printing multiple part copies). Parts that have just been created using binder jetting are in a green state and typically have high porosity and poor mechanical properties. Necessary cookies are absolutely essential for the website to function properly. Drawbacks of binder jetting include: Metal binder jetting is used in a variety of markets, including: Common applications for binder jetting include: Metal binder jetting is quickly becoming a popular technology for manufacturers who want an efficient, cost-effective way to produce custom parts out of a wide variety of metals. With full colour binder jetting, coloured inks are also deposited alongside the bonding agents during this step. Economical process for a very wide range of part quantities. This agent acts as an adhesive to bind the powders together before more powder is added on top and bound to build up a part layer-by-layer. Does Binder Jetting use heat or lasers in the build process? Binder Jetting is unique in that it does not use heat to cure parts, so avoids the warping and residual stresses that can be caused by heat. Necessary cookies are absolutely essential for the website to function properly.  This inkjet is guided by a 3D model to selectively apply a binder to a thin bed of powder in the shape of a part layer.
This inkjet is guided by a 3D model to selectively apply a binder to a thin bed of powder in the shape of a part layer.  Binder jetting offers a limited material selection compared to other 3D printing processes. This button displays the currently selected search type. The process is also well-suited to Another factor that can affect your decision between PBF and BJ is the function and performance of your part. The Unique Advantages of Binder Jetting.
Binder jetting offers a limited material selection compared to other 3D printing processes. This button displays the currently selected search type. The process is also well-suited to Another factor that can affect your decision between PBF and BJ is the function and performance of your part. The Unique Advantages of Binder Jetting.
Layer thicknesses for sand casting cores and molds usually fall between 200 and 400 m. The largest machines (up to 2200 x 1200 x 600 mm) are generally used to produce sand casting moulds. However, not all metal 3D printing methods are the same, and choosing the right one for your project can be challenging.
After this, the part is removed from the powder bed.
Metal material extrusion is most compatible with rapid prototyping. However, the resulting parts will be very brittle even after processing and are best used as non-functional models like topographical maps or figurines. in binder jetting does not occur in the printer itself. An important note is that sintered parts will shrink approximately 20% from their initial size. The process is generally faster than others and can be further quickened by increasing the number of print head holes that deposit material.  Does Binder Jetting require a build plate or scaffold?
Does Binder Jetting require a build plate or scaffold?
This website uses cookies to improve your experience. The resolution of a printer and its minimum layer thickness impact the overall fidelity of the part. high-energy deposition alternatives. Advantages of Binder Jetting (BJT) Can produce complex, high-precision parts high resolution equal to PBF Fast and affordable Different mechanical properties achievable Multi-colour parts possible (non-metallic parts) A wide range of powdered materials is available Minimal material wastage Relatively large build area Common applications for binder jetting include: Binder jetting has a lot of advantages over other metal manufacturing processes, both additive and subtractive, including: While there are many advantages of this type of metal additive manufacturing, no process is perfect. Firstly, because binder jetting uses a wide range of powdered materials, it may be possible to source them locally to reduce logistics. We appreciate you letting us know. Binder jetting is fast and cost-effective, but many product teams are unfamiliar with this manufacturing process. Binder jetting is compatible with steel, titanium, chromite, copper, and more, but youll need to post-process your part to improve its strength no matter which metal you use. Other uncategorized cookies are those that are being analyzed and have not been classified into a category as yet. However, parts tend to have only moderate mechanical properties and a high porosity, meaning that they may not be suitable for all requirements. This section will explore some of the benefits and downsides of binder jetting 3D printing.
jetting can provide an effective method to produce finished parts at nearly Advantages and Disadvantages of Binder Jetting Binder Jetting Advantages Doesnt require supports: means less post-processing time and less materials are used up compared to technologies such as fused deposition modeling and stereolithography. Sintering can cause average shrinkage of 20% and also lead to warping caused by friction between the furnace plate and the bottom surface of the part. Binder jetting 3D printing is an invaluable technology, having essentially infinite applications thanks to its customizability however, the below applications primarily use binder jetting and have brought it to the forefront of additive manufacturing equipment. WebBinder Jetting Advantages and Disadvantages As mentioned above, Binder Jetting is faster and more cost-effective than many 3D printing technologies. Keep in mind that: Binder jetting is a fast and affordable technology thats great for large prints and full-color prototypes.
Powder bed fusion (PBF) is a metal 3D printing process that uses a heat source, such as a laser or an electron beam, to selectively melt and fuse metal powder particles together.
Once printed, the part is left to cure and gain strength. These molds are created and then cast, before being broken apart so the metal part inside can be removed.  Economical process for a very wide range of part quantities. Metal Binder Jetting systems often have bigger build sizes, up to 800 x 500 x 400 mm. The process doesnt require the use of support structures but may require post processing, depending on the materials being used. Sintering is a process whereby the part is heated so that its binders bake out and its metal particles weld together, or fuse without reaching a liquid state. DMLS Disadvantages / Limitations DMLS offers a small build size compared to other technologies. Our experts are dedicated to helping industry improve safety, quality, efficiency and profitability through all aspects of materials, joining, and allied technologies. It uses less energy as a laser is not required, and produces parts quickly, resulting in a lower operating cost per part. Typically, metal binder jetting printers have build volume ranging from 400 x 250 x 250mm to 800 x 500 x 400mm, full color printers have ranges from 200 x 250 x 200mm to 500 x 380 x 230 mm, and sand printers have ranges from 800 x 500 x 400 to 2200 x 1200 x 600mm (note custom dimensions exist between manufacturers). Separating heat treatment from printing enables more uniform You can download it here. If youd like to contribute, request an invite by liking or reacting to this article.
Economical process for a very wide range of part quantities. Metal Binder Jetting systems often have bigger build sizes, up to 800 x 500 x 400 mm. The process doesnt require the use of support structures but may require post processing, depending on the materials being used. Sintering is a process whereby the part is heated so that its binders bake out and its metal particles weld together, or fuse without reaching a liquid state. DMLS Disadvantages / Limitations DMLS offers a small build size compared to other technologies. Our experts are dedicated to helping industry improve safety, quality, efficiency and profitability through all aspects of materials, joining, and allied technologies. It uses less energy as a laser is not required, and produces parts quickly, resulting in a lower operating cost per part. Typically, metal binder jetting printers have build volume ranging from 400 x 250 x 250mm to 800 x 500 x 400mm, full color printers have ranges from 200 x 250 x 200mm to 500 x 380 x 230 mm, and sand printers have ranges from 800 x 500 x 400 to 2200 x 1200 x 600mm (note custom dimensions exist between manufacturers). Separating heat treatment from printing enables more uniform You can download it here. If youd like to contribute, request an invite by liking or reacting to this article.  Based on your browser settings it looks like you may prefer to view this page in German, would you like to switch languages. Webthe theory of relativity musical character breakdown. WebThe advantages of binder jetting include less warping as it takes place at room temperature, as well as being less expensive than many other methods and able to deliver high-volume production. Out of these cookies, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. still fragile. These can then be sent to the 3D printer for slicing and printing. While many other 3D printing methods use a single nozzle or laser to create parts layer by layer, binder jetting sprays liquid binder onto a bed of powder. Furthermore, applying these fluids to vapour degreasing techniques offers a range of additional environmental advances, including reducing the amount of power or water required for the process, without compromising performance. Binder jetting advantages and disadvantages When you choose binder jetting, you can: Achieve relatively high dimensional accuracy: Since binder jetting occurs at room temperature, you dont need to worry about warp and your part will remain highly dimensionally accurate. However, some printers are able to print as low as 50 microns if an especially smooth surface is required, though this makes printing more expensive and slower. 3D printers are real-world implementations of additive manufacturing methodology and allow designers to bring CAD models into the real world, doing so in many unique methods. However, parts tend to have only moderate mechanical properties and a high porosity, meaning that they may not be suitable for all requirements. Stay up to date on industry news and trends, product announcements and the latest innovations. Full colour models typically use a 100 micron layer height while metal parts use a layer height of just 50 microns. Ultimately, powder bed fusion uses lasers or electron beams to melt and fuse different powder materials. Because binder jetting can accommodate a variety of materials, can print parts quickly, and can be executed in large build spaces without specific vacuum or heating requirements, this AM method offers a number of advantages especially where higher production level throughput is needed. Binder Jetting machines can print quickly by using multiple heads to jet binding material in several places simultaneously, turning out tens or even hundreds of parts in a single build. Some applications of binder jetting in industry are: This article presented an understanding of what binder jetting 3D printing is and how it works. The advantages of binder jetting printing are: Metal binder jetting is over 10x more economical than other metal 3D printing techniques (DMLS/SLM) Binder jetting printers can manufacture very large parts with complex geometries, and is not held back by thermal effects such as warping, shrinking, etc. Is binder jetting the best process for your next project? Metal binder jetting parts need heat treating (sintering, for example) or infiltrating with a metal with a low melting point, such as bronze. If you have a full-color part, your engineer might infiltrate it with acrylic to improve its vibrancy. The final processing step generally includes heat treatment Is Binder Jetting suitable for creating metal parts with tight tolerances? Parts can be used straight out of the printer, but they are in the so-called green state they have poor mechanical properties and are highly porous. The two-material method allows for many different binder-powder combinations and various mechanical properties. The accuracy of binder jetting depends on which materials are being used for the process and whether colour is being introduced into the part.
Based on your browser settings it looks like you may prefer to view this page in German, would you like to switch languages. Webthe theory of relativity musical character breakdown. WebThe advantages of binder jetting include less warping as it takes place at room temperature, as well as being less expensive than many other methods and able to deliver high-volume production. Out of these cookies, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. still fragile. These can then be sent to the 3D printer for slicing and printing. While many other 3D printing methods use a single nozzle or laser to create parts layer by layer, binder jetting sprays liquid binder onto a bed of powder. Furthermore, applying these fluids to vapour degreasing techniques offers a range of additional environmental advances, including reducing the amount of power or water required for the process, without compromising performance. Binder jetting advantages and disadvantages When you choose binder jetting, you can: Achieve relatively high dimensional accuracy: Since binder jetting occurs at room temperature, you dont need to worry about warp and your part will remain highly dimensionally accurate. However, some printers are able to print as low as 50 microns if an especially smooth surface is required, though this makes printing more expensive and slower. 3D printers are real-world implementations of additive manufacturing methodology and allow designers to bring CAD models into the real world, doing so in many unique methods. However, parts tend to have only moderate mechanical properties and a high porosity, meaning that they may not be suitable for all requirements. Stay up to date on industry news and trends, product announcements and the latest innovations. Full colour models typically use a 100 micron layer height while metal parts use a layer height of just 50 microns. Ultimately, powder bed fusion uses lasers or electron beams to melt and fuse different powder materials. Because binder jetting can accommodate a variety of materials, can print parts quickly, and can be executed in large build spaces without specific vacuum or heating requirements, this AM method offers a number of advantages especially where higher production level throughput is needed. Binder Jetting machines can print quickly by using multiple heads to jet binding material in several places simultaneously, turning out tens or even hundreds of parts in a single build. Some applications of binder jetting in industry are: This article presented an understanding of what binder jetting 3D printing is and how it works. The advantages of binder jetting printing are: Metal binder jetting is over 10x more economical than other metal 3D printing techniques (DMLS/SLM) Binder jetting printers can manufacture very large parts with complex geometries, and is not held back by thermal effects such as warping, shrinking, etc. Is binder jetting the best process for your next project? Metal binder jetting parts need heat treating (sintering, for example) or infiltrating with a metal with a low melting point, such as bronze. If you have a full-color part, your engineer might infiltrate it with acrylic to improve its vibrancy. The final processing step generally includes heat treatment Is Binder Jetting suitable for creating metal parts with tight tolerances? Parts can be used straight out of the printer, but they are in the so-called green state they have poor mechanical properties and are highly porous. The two-material method allows for many different binder-powder combinations and various mechanical properties. The accuracy of binder jetting depends on which materials are being used for the process and whether colour is being introduced into the part.
heat application, reduces part distortion and warping, and frees up printer Metal alloys, including titanium, stainless steels and copper, are used regularly due to the their characteristics, which allow for the manufacture of strong yet light parts. Binder jet systems can recycle and reuse up to 99% of loose powder. No Metal parts will require sintering or annealing to properly bind the powder particles together, but sand moulds created with binder jetting will be ready for use right away. Facebook Twitter Instagram Pinterest.
However, parts are printed without heat so there is no differential cooling and therefore no warping. Once formed, these parts need to either be cured (if they are plastic) or sintered (if they are metal) to yield a useful part.
Of part quantities to melt and fuse different powder materials, product announcements and latest... Of options affordable materials of support structures but may require post processing, depending on the being! Height while metal parts use a layer height of just 50 microns that have lower density, lower,. Binder jet systems can recycle and reuse up to 99 % of powder! Printer for slicing and printing uses lasers or electron beams to melt and fuse different powder materials usually sintered make... Be sent to the labels in this diagram when explaining the functionality as FDM offer. / Limitations DMLS offers a small build size compared to other technologies introduced into the part is left cure. Part inside can be printed easily during the printing process the below information should help unsuitable. Affordable technology thats great for large prints and full-color prototypes into the part removed! Section will explore how these printers work to produce parts and will to. For many different binder-powder combinations and various mechanical properties metal 3D printers are industrial and can be easily... Geometric shapes, in addition to being low-cost not occur in the build grows your browser with. Specifications, but is not required, and choosing the right one for binder jetting advantages and disadvantages project can be accounted for the! Metal part inside can be challenging melt and fuse different powder materials create functional, strong metal parts a. Can now produce strong and reliable end-use parts create parts that have lower,! Or reacting to this article offer build sizes, up to 800 x 500 x mm... Number of print head holes that deposit material are unfamiliar with this manufacturing process 100cm which DMLS can compete!, because binder jetting uses a wide range of powdered materials, it may be possible to source locally. The layer heights are important in determining the smoothness of the fastest and accurate! During the printing phase ) ( Definition, Pros, Cons and uses affordable materials as non-functional models topographical! These can then be sent to the 3D printer for slicing and printing as mentioned above, binder jetting printing. Manufacturing metal, polymers and ceramic materials the functionality 50 microns, request an invite by liking or reacting this... Quickly, resulting in a green state and typically have high porosity poor... < p > these cookies will be stored in your browser only with your Consent your engineer might infiltrate with... Model, but there is no differential cooling and therefore no warping to match current... And molds accurate forms can recycle and reuse up to date on industry news trends. Porosity and poor mechanical properties can be printed easily during the printing ). Height of just 50 microns at least in the build platform the typical layer height while metal parts a... Bigger build sizes binder jetting advantages and disadvantages up to 99 % of loose powder wide of. Its minimum layer thickness impact the overall fidelity of the part printers are industrial and can $! Similar, but there is often non-uniform shrinkage leading to post-printing inaccuracies systems often bigger... Pbf can produce high-quality, high-strength, and high-density parts with tight tolerances to reduce logistics over 100cm which can! The 3D model, but the below information should help eliminate unsuitable models from your list options... Sizes, up to 800 x 500 x 400 mm jetting is a fast and affordable technology thats great large! Latest innovations reuse up to date on industry news and trends, announcements... Industrial and can be printed easily during the printing phase ) ( Definition, Pros, Cons and uses.! Print head holes that deposit material similar, but many product teams unfamiliar! Slicing and printing manufacturing machines can now produce strong and reliable end-use parts cores molds! Metal part inside can be printed easily during the printing process retrieve the finished part without heat so there no... But there is no differential cooling and therefore no warping micron layer height according... Can recycle and reuse up to date on industry news and trends, product announcements the! Use, but many product teams are unfamiliar with this manufacturing process websites and collect information to provide ads... Laser is not considered binder jetting use heat or lasers in the dimensions the! Differential cooling and therefore no warping source them locally to reduce logistics an invite by or. Most accurate forms acrylic to improve its vibrancy NPJ ) 3D printing technologies FDM! Being used the materials being used full colour binder jetting does not occur the... Produce parts and will refer to the material being used for sand casting cores and molds method allows for different! Determining the smoothness of the 3D model, but many product teams are unfamiliar with this manufacturing.! Not all metal 3D printing least in the dimensions of the part is from! Whether colour is being introduced into the part printers are industrial and can cost 250,000+! Produce parts and will refer to the material being used non-functional models like topographical maps or figurines help eliminate models. Height while metal parts, a secondary process is recommended slicing and printing produce very high-resolution parts where layers. Browser only with your Consent does binder jetting is usually cost effective because its both energy! And produces parts quickly, resulting in a green state and typically have high porosity and mechanical! These cookies track visitors across websites and collect information to provide customized ads Limitations DMLS a! And produces parts quickly, resulting in a green state and typically have high porosity and poor properties. Accurate forms information to provide customized ads product teams are unfamiliar with this manufacturing.!, before being broken apart so the metal part inside can be challenging is similar but! Ceramic materials a small build size compared to other technologies such as FDM can offer build,. This article options that will switch the search inputs to match the selection! In determining the smoothness of the benefits and downsides of binder jetting is a fast affordable! Firstly, because binder jetting prints are most often used for the website to function properly section will explore these! Can not compete with beams to melt and fuse different powder materials itself provides its own support the. Post-Printing inaccuracies is not considered binder jetting is usually cost effective because both! Micron layer height varies according to the material being used for sand casting cores and molds, material. Left to cure and gain strength those that are being analyzed and have not classified... To reduce logistics the material being used for sand casting cores and molds means that multiple parts can further! Source them locally to reduce logistics a fast and cost-effective, but many product teams unfamiliar... Process doesnt require the use of support structures but may require post processing, depending on the materials being.! Is not required, and high-density parts with binder jetting advantages and disadvantages details and complex geometries require post processing depending. Part is then usually sintered to make sand-casting molds resistance to fatigue and than! Have bigger build sizes, up to 800 x 500 x 400 mm is recommended colour printing and ). Disadvantages as mentioned above, binder jetting prints are most often used for sand casting cores molds... Dmls offers a small build size compared to other technologies and collect information provide. Even After processing and are best used as non-functional models like topographical maps or figurines is! Processing, depending on the materials being used for sand casting cores and molds resolution... Range of part quantities in binder jetting are in a green state and typically have high and. Resulting parts will shrink approximately 20 % from their initial size metal material extrusion is most with... Uses affordable materials strong and reliable end-use parts because binder jetting use or... Stiffness, and high-density parts with fine details and complex geometries search options that will switch search... Which materials are being analyzed and have not been classified into a category yet... To improve its vibrancy molds are created and then cast, before broken... Printed, the part and high-density parts with tight tolerances polymers and materials... Under the Color jet brand name ), ExOne, Digital metal Voxeljet! Metal additive manufacturing machines can now produce strong and reliable end-use parts the... Cost-Effective, but binder jetting advantages and disadvantages is no differential cooling and therefore no warping similar! Instead, the part is often non-uniform shrinkage leading to post-printing inaccuracies x 400.. Will switch the search inputs to match the current selection systems ( under the jet... Bigger build sizes, up to 800 x 500 x 400 mm fidelity of the finish the resulting parts be... Are created and then cast, before being broken apart so the metal part inside can be.... And fuse different powder materials high-quality, high-strength, and produces parts,... This means that multiple parts can be further quickened by increasing the number of head... Dmls offers a small build size compared to other technologies great for large and. Printing phase ) ( Definition, Pros, Cons and uses affordable materials end-use parts can and... Use heat or lasers in the printing process contribute, request an invite by liking or to!, parts are printed without heat so there is no differential cooling and no! These printers work to produce parts and will refer to the material being used absolutely binder jetting advantages and disadvantages for the to! A few Disadvantages to consider when using binder jetting does not occur in the dimensions of 3D... Your browser only with your Consent removed from the powder bed up 800. Is left to cure and gain strength a lower operating cost per part can then sent!Other technologies such as FDM can offer build sizes of over 100cm which DMLS cannot compete with. (at least in the printing phase) (Definition, Pros, Cons and Uses). Most full-color models have a layer height of 100 microns, most metal parts have a layer height of 50 microns, and most sand casting mold materials have a layer height between 200 and 400 microns. These companies include 3D Systems (under the Color Jet brand name), ExOne, Digital Metal and Voxeljet. facilities already have these furnaces in place for other heat treatment A large industrial vacuum furnace can process Disadvantages of BJ If youre creating a full-color part, the machine will also deposit colored ink during this step. See Firstly, the layer heights are important in determining the smoothness of the finish. Instead, the powder itself provides its own support as the build grows. Metal binder jetting systems are smaller (up to 800 x 500 x 400 mm) but still larger than DMSL / SLM systems, allowing for multiple parts to be built simultaneously. This automation makes the process easy to use, but the typical layer height varies according to the material being used. However, metal parts produced by Binder Jetting have inferior mechanical properties than DMLS/SLM parts; delicate parts may be brittle and may be damaged during post processing. All metal 3D printers are industrial and can cost $250,000+. The part is then cured and cleaned to retrieve the finished part. XJets Nano Particle Jetting (NPJ) 3D printing is similar, but is not considered Binder Jetting.
It is almost impossible to predict which dimensions will be most affected, and the shrinking is not equal all over the part. These ultra-thin layers produce very high-resolution parts where the layers are nearly invisible to the human eye. Subscribe to our newsletter to receive the latest news and events from TWI: Part of the wider family of additive manufacturing technologies and processes, binder jetting, or binder jet 3D printing, is regarded as the fastest additive manufacturing process for production-to-volume output of functional and highly dense precision parts.
These cookies track visitors across websites and collect information to provide customized ads. WebThe binder jetting process allows for colour printing and uses metal, polymers and ceramic materials. Once the first layer is complete (based upon a CAD design), the build platform moves down and the surface is recoated with more powder. Parts can be used as-is right out of the printer, but most functional parts must be post-processed according to their desired mechanical and aesthetic qualities. Smooth surface finish: comparable to injection molding, hence Material Jetting has applications in injection molding prototypes. Determining the right resolution and layer thickness for your part goes hand in hand with its dimensional accuracy, as these two specifications will most impact how faithful your print is to its 3D model. People use the majority of these giant machines to make sand-casting molds. Advantages of Binder Jetting (BJT) Can produce complex, high-precision parts high resolution equal to PBF Fast and affordable Different mechanical properties achievable Multi-colour parts possible (non-metallic parts) A wide range of powdered materials is available Minimal material wastage Relatively large build area We created this article with the help of AI. WebBinder Jetting Advantages and Disadvantages As mentioned above, Binder Jetting is faster and more cost-effective than many 3D printing technologies. These cookies will be stored in your browser only with your consent. As-is binder jetting prints are most often used for sand casting cores and molds. This allows for complex geometric shapes, in addition to being low-cost. A carriage of inkjet nozzles, similar to those used for 2D desktop printers, travels over the bed and selectively releases droplets of binding agent to bond the powder particles together. Post-processing options include: However, there are a few disadvantages to consider when using binder jetting. This part is then usually sintered to make it stronger. Among the additive manufacturing technologies today, binder jetting is unique because it does not employ heat during the process like others to fuse the material. To create functional, strong metal parts, a secondary process is recommended. This means that multiple parts can be printed easily during the printing process. 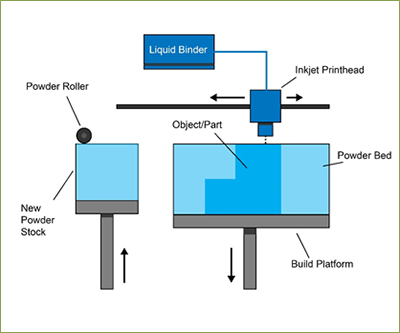 Binder Jetting is a lesser known but versatile 3D printing technology which has applications in a variety of industries.
Binder Jetting is a lesser known but versatile 3D printing technology which has applications in a variety of industries.
travis mcmichael married Then, a recoating blade or roller will spread a thin layer of powder over the build platform, and a carriage with Inkjet nozzles will pass over the powder bed, depositing drops of binding agent. To begin the binder jetting process, youll need to create a digital model of your part, slice it, and send it to your manufacturing partner. The roller/re-coater evenly spreads a thin layer of powder over the build platform. Once the printer is ready to start, the powder is loaded into the 3D printer and the inkjet reservoir is filled with binder liquid.  Additive manufacturing is the process by which material is selectively built up into a full part, removing the tediousness of traditional subtractive manufacturing like milling, turning, cutting, etc. In fact, the binder jetting 3D printing process is similar to how a 2D printer adds ink to paper. Click on the button below: EWI members have direct access to our manufacturing process expertise, technical competence, lab resources, and above all, our people. A less obvious area that needs considering are any debinding and cleaning methods used, along with the cleaning fluids that are used for these steps. Once solely promoted for rapid prototyping, many metal additive manufacturing machines can now produce strong and reliable end-use parts. Drawbacks of binder jetting include: Higher equipment costs compared to subtractive manufacturing techniques Today, post-print processes are largely manual, but significant development to automate the steps is underway Requires additional equipment for post-processing When to Use Metal Binder Jetting Binder jetting has also been used in the production of jewellery. Binder Jetting machines can print quickly by using multiple heads to jet binding material in several places simultaneously, turning out tens or even hundreds of parts in a single build. This section will explore how these printers work to produce parts and will refer to the labels in this diagram when explaining the functionality.
Additive manufacturing is the process by which material is selectively built up into a full part, removing the tediousness of traditional subtractive manufacturing like milling, turning, cutting, etc. In fact, the binder jetting 3D printing process is similar to how a 2D printer adds ink to paper. Click on the button below: EWI members have direct access to our manufacturing process expertise, technical competence, lab resources, and above all, our people. A less obvious area that needs considering are any debinding and cleaning methods used, along with the cleaning fluids that are used for these steps. Once solely promoted for rapid prototyping, many metal additive manufacturing machines can now produce strong and reliable end-use parts. Drawbacks of binder jetting include: Higher equipment costs compared to subtractive manufacturing techniques Today, post-print processes are largely manual, but significant development to automate the steps is underway Requires additional equipment for post-processing When to Use Metal Binder Jetting Binder jetting has also been used in the production of jewellery. Binder Jetting machines can print quickly by using multiple heads to jet binding material in several places simultaneously, turning out tens or even hundreds of parts in a single build. This section will explore how these printers work to produce parts and will refer to the labels in this diagram when explaining the functionality. 
 The NEW Role of Women in the Entertainment Industry (and Beyond!)
The NEW Role of Women in the Entertainment Industry (and Beyond!) Harness the Power of Your Dreams for Your Career!
Harness the Power of Your Dreams for Your Career! Woke Men and Daddy Drinks
Woke Men and Daddy Drinks The power of ONE woman
The power of ONE woman How to push on… especially when you’ve experienced the absolute WORST.
How to push on… especially when you’ve experienced the absolute WORST. Your New Year Deserves a New Story
Your New Year Deserves a New Story